
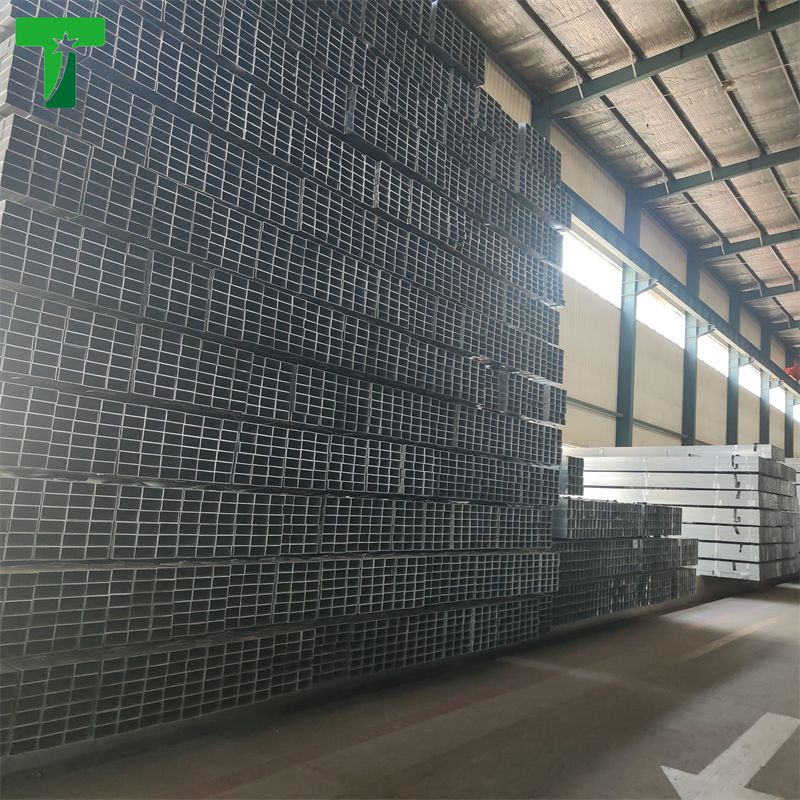
S355J2H Galvanized Steel Tubes
| Grade | S355J2 |
|---|---|
| European Standard Steel Grade | 1.0557 |
| Corresponding Standard |
EN 10025-2-2004 Hot rolled products of structural steels - Part 2:Technical delivery conditions for non-alloy structural steels |
| Classification | Carbon Steel |
Dimensional Tolerances (Before & After Galvanizing)
|
Dimension Category |
Symbol |
Tolerance (Before Galvanizing) |
Additional Tolerance for Hot-Dip Galvanizing |
Total Tolerance (After Galvanizing) |
Measurement Specifications |
|
Outside Diameter (OD) |
D |
- OD ≤ 50mm: ±0.5mm |
Uniform zinc coating thickness: 70-100μm (adds 0.07-0.10mm to OD per side) |
- OD ≤ 50mm: ±0.7mm |
Measured with a digital caliper (accuracy ±0.01mm) at 3 cross-sections (1/4, 1/2, 3/4 of tube length); avoid weld seams (for welded tubes) |
|
Inside Diameter (ID) |
d |
Same as OD tolerance (derived from OD - 2×WT) |
Zinc coating does not affect ID (coating applied externally only) |
Same as pre-galvanizing ID tolerance |
Calculated as measured OD - 2×measured WT; verify with an internal caliper for ID > 80mm |
|
Wall Thickness (WT) |
t |
- t ≤ 5mm: ±10% of nominal t |
No impact on base metal thickness (zinc coating is external) |
Same as pre-galvanizing WT tolerance |
Measured via ultrasonic thickness gauge (UTG, accuracy ±0.05mm) at 4 points (90° apart) per cross-section; ensure probe coupling with galvanized surface |
|
Tube Length (L) |
L |
- Random length (6-12m): +150mm / -0mm |
No length change from galvanizing process |
Same as pre-galvanizing length tolerance |
Measured with a steel tape (accuracy ±1mm/m) from end face to end face; ensure ends are free of zinc drips |
|
Zinc Coating Thickness |
δ |
N/A (applied post-manufacturing) |
- Minimum: 70μm (per EN 10240) |
- Minimum: 70μm |
Measured with a magnetic coating thickness gauge (accuracy ±3μm) at 5 points per m² of tube surface; include flat, curved, and weld areas (for welded tubes) |
Shape & Geometric Tolerances
|
Tolerance Type |
Pre-Galvanizing Tolerance |
Post-Galvanizing Tolerance |
Testing Method |
|
Out-of-Roundness |
≤ 1.0% of nominal OD (max. 1.5mm for OD ≤ 100mm) |
Same as pre-galvanizing (zinc coating is uniform) |
Calculate as (max. OD - min. OD) at a single cross-section; test 3 cross-sections per tube |
|
Straightness |
≤ 1.5mm/m (total straightness: ≤ 1.5×L mm, L = tube length in meters) |
Same as pre-galvanizing (galvanizing does not cause bending) |
Place tube on 2 supports (1m from each end); measure maximum deflection with a dial gauge (accuracy ±0.01mm) |
|
End Squareness |
≤ 1.0mm/m (max. 2mm for tube ends with OD ≤ 150mm) |
Same as pre-galvanizing (zinc drips may be removed to meet tolerance) |
Place a precision square (class 0) against the tube end face; measure gap with a feeler gauge (0.01-1.0mm range) |
|
Weld Seam Protrusion (Welded Tubes) |
- External: ≤ 0.5mm |
- External: ≤ 0.7mm (includes zinc coating) |
Use a weld gauge (type B) to measure protrusion at 3 points along the weld (start, middle, end) |
|
Surface Flatness (Seamless Tubes) |
No localized protrusions > 0.3mm |
No localized protrusions > 0.5mm (includes zinc coating) |
Run a straightedge (length ≥300mm, grade 1) along the tube surface; check for gaps with a feeler gauge |
Galvanized Coating Appearance Tolerances
|
Coating Defect Type |
Allowable Limit (Per EN 10240) |
Rejection Criteria |
|
Zinc Drips/Runs |
Max. height: 1.0mm; max. length: 50mm; max. 2 drips per meter of tube length |
Drips > 1.5mm in height; drips causing OD to exceed total tolerance |
|
Bare Spots |
Max. area: 25mm²; max. 2 spots per meter of tube length |
Bare spots > 50mm²; contiguous bare spots > 100mm in length |
|
Porosity |
Isolated pinholes (≤ 0.5mm diameter) allowed; no clustered porosity |
Clustered pinholes (≥3 in 100mm² area); pinholes > 1.0mm diameter |
|
Adhesion |
No flaking or peeling when tested with a sharp tool (scratch test: 90° angle, 5N force) |
Visible flaking/peeling of coating; coating detachment during handling |
Notes:
All tolerances align with EN 10210-2:2006 (for S355J2H structural steel tubes) and EN 10240:2009 (for hot-dip galvanizing). For custom requirements (e.g., tighter OD tolerance), confirm with the manufacturer.
The galvanizing process adds a uniform zinc layer to the external surface only—internal dimensions (ID, internal weld protrusion) remain unchanged from pre-galvanizing values.
For tubes used in corrosive environments (e.g., marine, industrial), verify that zinc coating thickness meets or exceeds 85μm (average) to ensure long-term corrosion resistance.
Tolerance verification must be conducted at room temperature (20℃±5℃) to avoid thermal expansion effects on dimensional measurements.
Chemical Composition of S355J2H Galvanized Steel Tubes (Mass Fraction, ≤ %)
|
Element |
Content (Base Metal, per EN 10210-2:2006) |
Note on Zinc Coating (Hot-Dip Galvanizing, per EN 10240:2009) |
|
C (Carbon) |
≤ 0.20 |
No carbon in zinc coating; coating does not alter base metal C content |
|
Si (Silicon) |
≤ 0.55 |
Silicon may slightly affect galvanizing reactivity (controlled to avoid uneven coating) |
|
Mn (Manganese) |
≤ 1.60 |
Enhances base metal strength; no impact on zinc coating adhesion |
|
P (Phosphorus) |
≤ 0.035 |
Strictly limited to prevent brittleness (critical for low-temperature performance) |
|
S (Sulfur) |
≤ 0.035 |
Minimized to reduce weld defects and improve ductility |
|
Cr (Chromium) |
≤ 0.30 |
Trace element; no negative effect on galvanizing process |
|
Ni (Nickel) |
≤ 0.30 |
Improves toughness; compatible with zinc coating |
|
Cu (Copper) |
≤ 0.30 |
May slightly increase coating thickness (controlled within range) |
|
Mo (Molybdenum) |
≤ 0.10 |
Trace element; enhances base metal corrosion resistance (supplementary to galvanizing) |
|
V (Vanadium) |
≤ 0.05 |
Refines grain structure; no impact on zinc coating properties |
|
N (Nitrogen) |
≤ 0.012 |
Stabilized with Ti/Nb to prevent aging brittleness |
|
Ti (Titanium) |
≤ 0.10 |
Grain refiner; improves base metal ductility |
|
Nb (Niobium) |
≤ 0.05 |
Works with Ti to stabilize nitrogen; no effect on galvanizing |
|
Zinc (Zn, Coating) |
N/A (coating composition: ≥ 98.5% pure Zn) |
Zinc coating adds corrosion resistance; no diffusion into base metal |
Mechanical Properties of S355J2H Galvanized Steel Tubes
|
Property |
Base Metal (Before Galvanizing, per EN 10210-2:2006) |
Effect of Hot-Dip Galvanizing (Post-Galvanizing) |
Test Standard/Method |
|
Yield Strength (Rp0.2) |
≥ 355 MPa |
No significant change (galvanizing temp ~450℃; below base metal recrystallization temperature) |
EN ISO 6892-1 (tensile test, transverse direction) |
|
Tensile Strength (Rm) |
470–630 MPa |
±5% variation (max.) due to minor thermal stress relief; remains within EN 10210-2 range |
EN ISO 6892-1 (tensile test on full tube or flat specimens) |
|
Elongation After Fracture (A) |
≥ 22% (for t ≤ 16mm); ≥ 20% (for 16mm < t ≤ 40mm) |
No reduction (galvanizing does not induce embrittlement in S355J2H) |
EN ISO 6892-1 (measured on gauge length L0 = 50mm) |
|
Impact Absorption Energy (KV2) |
≥ 34 J at -40℃ (low-temperature toughness requirement for J2 grade) |
No degradation (zinc coating acts as barrier; base metal toughness preserved) |
EN ISO 148-1 (Charpy V-notch test, transverse specimens) |
|
Hardness (HV10) |
≤ 230 HV (base metal) |
Base metal hardness unchanged; zinc coating hardness: 70–90 HV (softer than base metal) |
EN ISO 6507-1 (Vickers hardness test; base metal: 10kg load; coating: 1kg load) |
|
Zinc Coating Adhesion |
N/A (base metal property) |
No flaking/peeling when bent 180° around mandrel (diameter = 3×tube OD) or when scratched with 5N force |
EN 10240 (bend test and scratch test) |
|
Zinc Coating Corrosion Resistance |
N/A (base metal property) |
≥ 500 hours of neutral salt spray (NSS) without red rust (per ASTM B117) |
ASTM B117 (salt spray test); EN ISO 9227 (alternative) |
Notes:
All base metal properties comply with EN 10210-2:2006 for S355J2H structural steel tubes. Galvanizing properties follow EN 10240:2009 (hot-dip galvanizing for steel tubes).
Hot-dip galvanizing (process temp: 440–460℃) does not alter the base metal’s core mechanical properties (strength, toughness) because the temperature is below the steel’s austenitization range (~Ac1: 723℃ for S355J2H).
For tubes with wall thickness (t) > 40mm, mechanical properties (e.g., elongation, impact energy) may require adjustment—consult the manufacturer for grade-specific data.
Corrosion resistance is primarily provided by the zinc coating (cathodic protection). The base metal’s inherent corrosion resistance is supplementary; avoid removing the zinc coating during installation.
Tensile and impact tests are performed on transverse specimens (relative to the tube’s manufacturing direction) to reflect real-world load-bearing behavior.


Katherine A. Fogg
Your email address will not be published. Required fields are marked with *
Their products are of excellent quality and they offer generous discounts. This is their third cooperation